This is a guest article written by Derek Evans (Contact Energy), Matthew Applegate (Contact Energy), and Mike Hastings (Brüel & Kjær Vibro).
The recently commissioned Tauhara geothermal power station in New Zealand breaks many barriers in terms of size and project realization. This article focuses on one specific achievement – plant-wide machine protection and condition monitoring strategy of the power station assets.
The world’s largest single-shaft geothermal steam turbine is designed for high efficiency, but this turbo-generator and all the high technology systems and processes needed to achieve this efficiency have to work together flawlessly. In this article, we looking into the monitoring solution that makes this possible but also highlights the tireless efforts of the condition monitoring team that brought everything together as a success.
For plant managers of new geothermal power station projects, the project presents insights on the challenges and benefits that resulted from implementing the monitoring solution and therefore can gain from this knowledge in their own projects.

The Tauhara geothermal power station
The Tauhara geothermal station is located at the northern end of Lake Taupo in the Waikato region of New Zealand. It is located between the Australian and Pacific tectonic plates in an area called the Taup? Volcanic Zone, which is considered as New Zealand’s best geothermal field in terms of geothermal fluid temperature (240 to 290oC) and non-condensable gas (NCG) content (less than 0.5%).
Tauhara is unique in that it is a fairly large geothermal plant and has the world’s largest single shaft steam turbine for geothermal applications, with a capacity of 174 MW. It will provide up to 3.5% of New Zealand’s electricity needs, which corresponds to 200,000 homes.
Tauhara is owned and operated by Contact Energy (Contact). Following the acquisition of Manawa Energy in July 2025, Contact now operates a combined portfolio of 37 generation assets, including hydro, geothermal, and thermal power stations across New Zealand.
The Te Huka unit 3 geothermal binary plant has been commissioned to produce 51.4MW of energy, and a new 101MW geothermal plant, Te Mihi stage 2, is currently being built and is expected to be operational in 2027. In addition to the geothermal power stations, Contact is also doing work in the geothermal steam fields. All in all, the company, generates more than 88% of its power using renewable sources.
Built on experience
Tauhara is a new project, but its design and implementation are based on many years experience with other geothermal power stations. At Contact, there are already 42 steam turbines and 589 balance of plant machinery that are monitored by various systems.
Machine condition monitoring and protection is vital for ensuring machine uptime, efficiency and reliability. Operation and maintenance issues that have occurred in the past and are still considered important to address today include:
- Turbo-generator seal rub – Caused by misalignment due to the flexible earthquake foundation, or by too tight seal clearances.
- Assets spread over wide area – Distance between the power stations and the geothermal steam fields is a logistical challenge
- Breakdown maintenance cost – Much of the balance of plant machinery was not monitored, which was costly
- Geothermal fluid contaminates – Brine corrosion and mineral scaling is present
- Steam turbine O&M issues – Unbalance, misalignment, seal rubs, bow, runout, cracks, under/over loaded bearings, etc.
Experience has been gained on the assets over a period of many years, including optimizing the monitoring strategy that watches over them.
Machine fault detection has traditionally been based on permanently installed monitoring systems that monitored only overall vibration levels to fixed alarm limits and therefore gave only limited lead-time for planning maintenance. Therefore, a portable vibration analyzer has been used in such cases for diagnostics. Although widely used in many of the power stations, this approach is time consuming and not always effective, therefore a new monitoring solution was needed for Tauhara.
Machines to be monitored at Tauhara
As a first step, it is important to determine the critical and semi-critical machines that have to be monitored. The monitoring solution to be considered at Tauhara is not only for the assets in the power station, but also in the steam field.
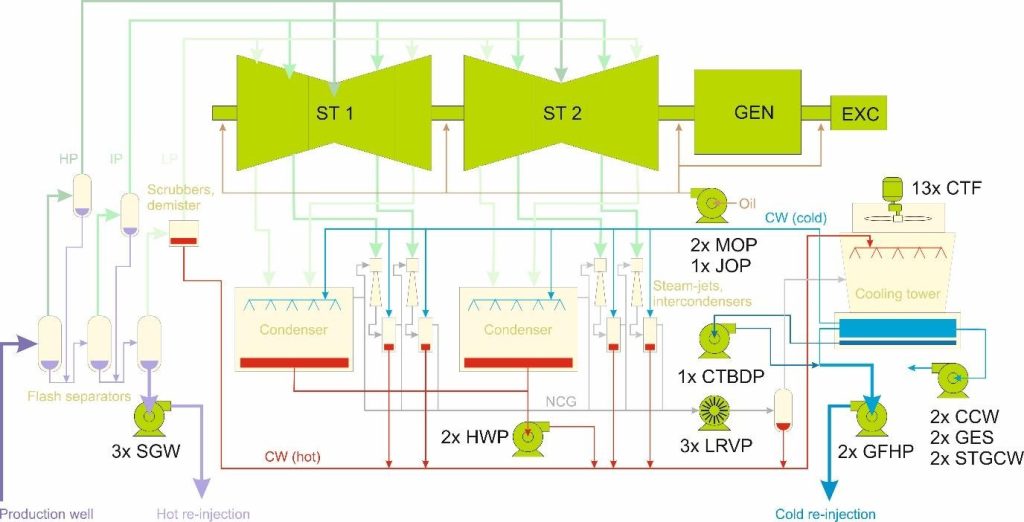
The heart of the Tauhara power station is the turbo-generating unit, which consists of two double-casing, triple flash condensing reaction steam turbines joined by a single shaft.
Turbine efficiency is optimized in several ways. The triple flash steam system produces more steam, which is quenched in a direct (spray) contact condenser with hybrid, 2-stage combination steam-ejector and liquid ring vacuum pump (see Figure 2) for extra efficiency. This reduces the NCG in the condenser and reduces back pressure on the LP turbine. Contact is currently investigating to re-inject the NCG back into the reservoir to reduce emissions, although the current amount is minimal in the geothermal fluid.

These extra systems help increase turbine efficiency but present a maintenance challenge as well.
Figure 3 gives a graphical overview of all the machines in the Tauhara power station that are monitored.
Vibration monitoring strategy at Tauhara
After deciding which machines should be monitored, based partly on their criticality, it is then necessary to define a monitoring strategy:
- Which are the important potential failure modes to be detected and diagnosed?
- Which failure mode detection is for protection and which for just condition monitoring?
- Which monitoring techniques are needed for this detection and diagnosis?
The monitoring strategy established for Tauhara is based primarily on vibration measurements, for both protection and condition monitoring, for these two groups of machines:
- Steam turbine and generator
- Auxiliary machines
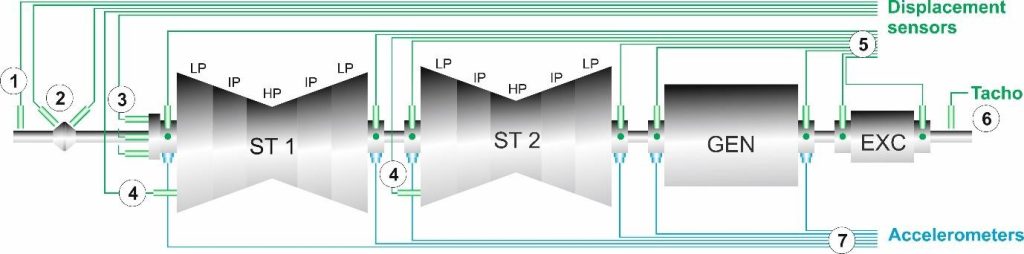
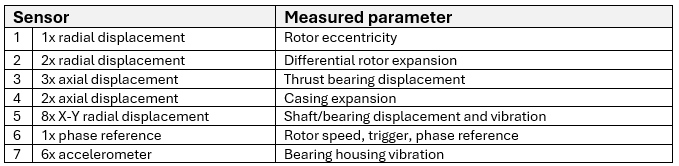
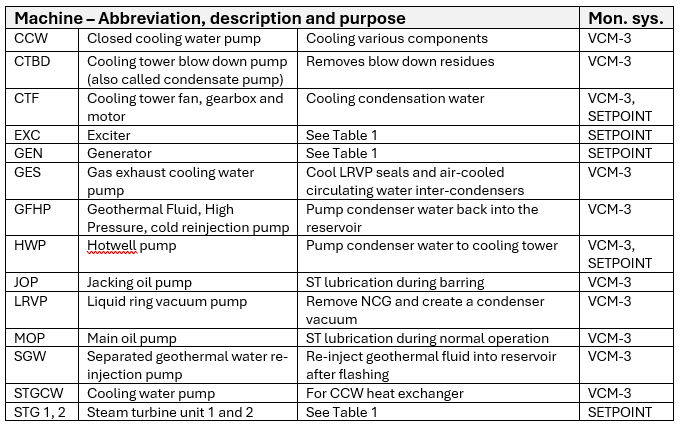
The steam turbine and the 2-pole generator are monitored as shown in Figure 4 and in Table 1.
In addition to the turbo-generator unit, a number of auxiliary machines are also monitored for vibration, as shown in Figure 3 and Table 2.
Having decided which machines should be monitored and their basic monitoring strategy at Tauhara, it was then necessary to see what kind of monitoring solution was needed to accomplish this strategy.
Monitoring system project
A project was established as part of the overall power station build project to find a monitoring solution. This solution was jointly developed through the collaboration of the Reliability Manager, Rotating Equipment Engineers and the Condition Monitoring (CM) team. A condition monitoring scope was detailed in the Owners Technical Requirements:
- Monitored assets – Machine criticality is specified, as well as equipment technical information, such as size, make, model, bearing fault frequencies, gearing meshing frequencies, etc.
- Monitoring system – System requirements are specified, as well as type of sensors to be installed and their location.
- Data management – Specifications for connecting the monitoring system with the AVEVA PI system historian (this is described further on).
The objective for the CM team was to select a monitoring system that could fulfill the specifications, while using the experience gained through the years with the other monitoring systems.
Monitoring system selected
With a monitoring system project in place and run by a dedicated CM team, it was then possible to define a monitoring solution for Tauhara.
The Brüel & Kjær Vibro SETPOINT system (shown in Figure 5) was selected as the primary platform for vibration monitoring for both machine protection and condition monitoring at Tauhara, and for storing vibration data in the AVEVA PI system historian. This was partly based on previous SETPOINT monitoring experience at the 166MW Te Mihi stage 1 geothermal power station.

For Tauhara, SETPOINT was delivered together with the VCM-3 field monitor as a cost-effective condition monitoring solution for balance of plant machinery, where this data is also stored in the PI system.
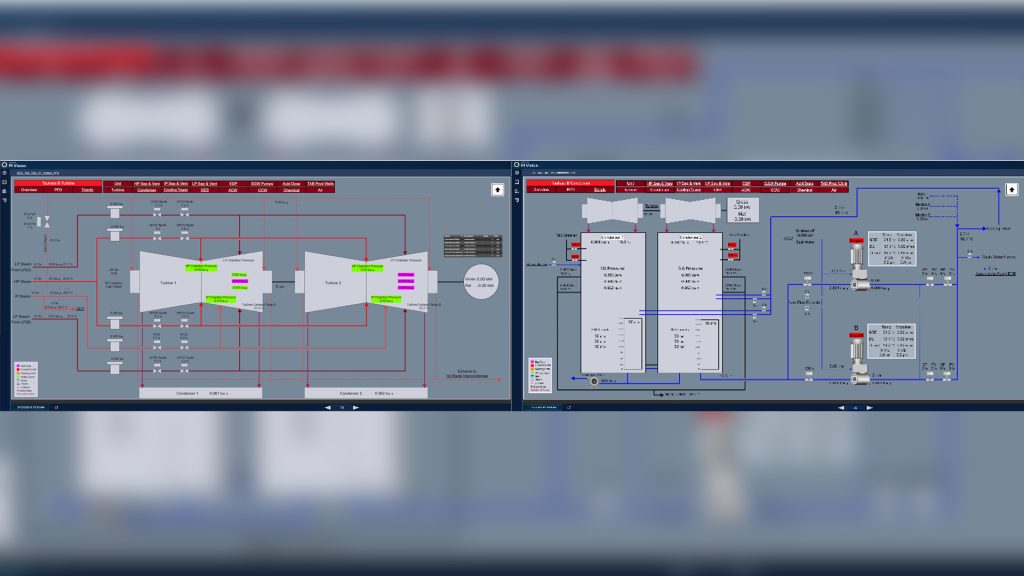
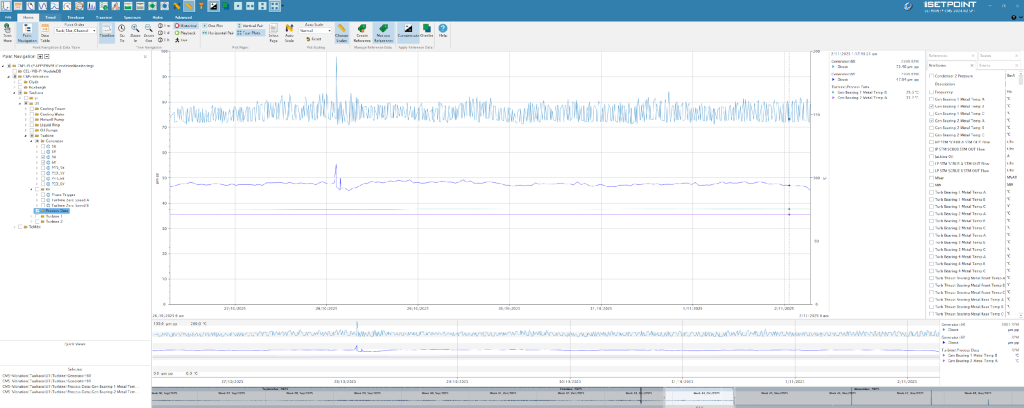
Vibration data trends can be viewed in the PI system, but certain specialized vibration plots can only be viewed in SETPOINT, such as shown in Figure 7. Because SETPOINT has a native connection to PI, however, a simple icon can be clicked in a PI Vision screen to directly open the SETPOINT plots.
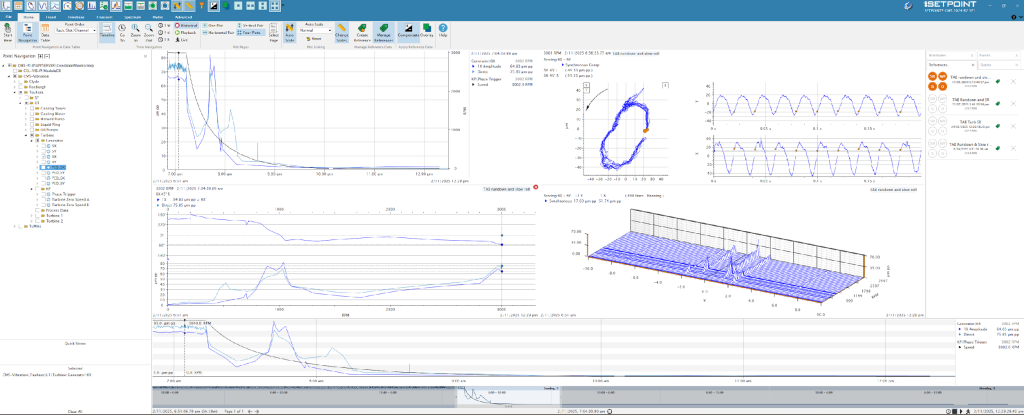
SETPOINT provides a number of specialized plots for diagnostics and analysis:
- Time waveform
- Frequency spectra
- 3D vibration plots – Waterfall, cascade
- Vector (amplitude and phase) – Bode, polar, vector/time
- Orbit
- Average shaft centreline
- Etc.
The monitoring system as described above provides important information for predictive maintenance action, but the way the data is managed is equally important.
CM data management
Tauhara has advanced controls and instrumentation design and continues with the automation advances already applied at Te Mihi stage 1, which includes remote operation, extensive electronic monitoring of plant conditions, and data analytics.
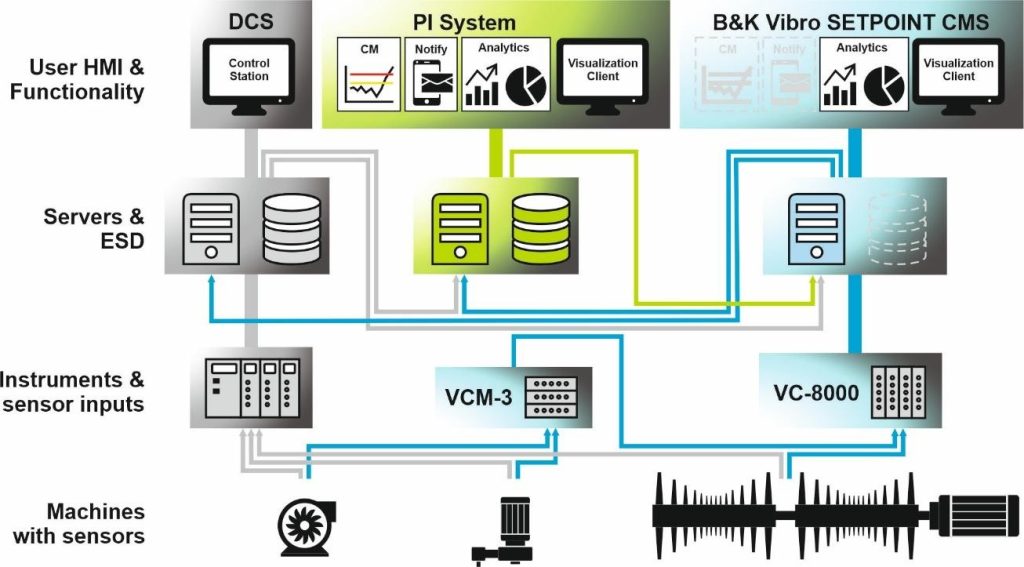
Both geothermal power stations use AVEVA PI System historian for data storage, visualization, and event notification. The ABB DCS monitors process data and stores it in the PI system, while SETPOINT monitors and processes vibration data, which is also stored in the PI system. The DCS can also access the SETPOINT data, as shown in Figure 8.
In addition to monitoring vibration and displacement of the steam turbine generating units, a number process parameters are monitored by the DCS and other systems, such as:
- Condenser pressure
- Turbine and generator bearing temperature at 3 points
- Active and reactive power
- LP, IP and HP steam flow from scrubbers
- Jacking oil pressure
- Humidity, liquid levels, etc.
These process parameters not only give an indication of operating conditions that can lead to potential failure modes but also can be correlated with the vibration measurements to provide more reliability and accuracy in diagnostics of detected faults, as shown in Figure 9.
Diagnostics
When an alarm occurs or trend data is starting to deviate, the site managers have access to the DCS, PI system, and SETPOINT data to initially evaluate the issue and then contact the CM team for deeper diagnostics.
In addition to supporting the site managers when an issue occurs, the CM team also has other functions at Tauhara:
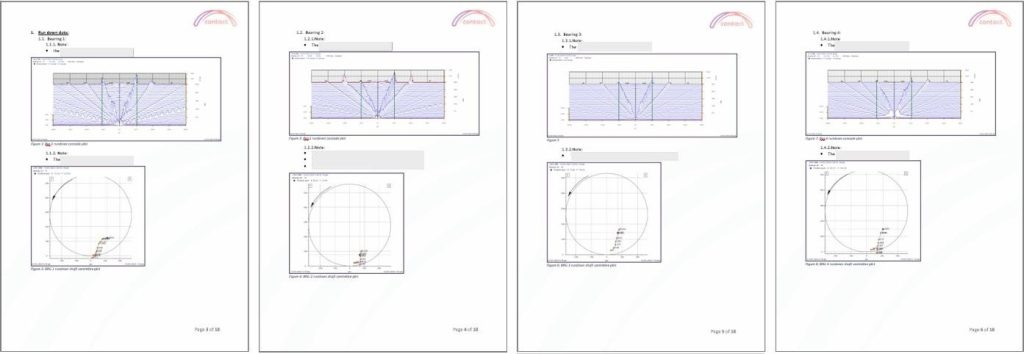
- Compiles run-up and run-down reports (see Figure 10)
- Looks at trend data on a monthly interval
In addition to Tauhara, the CM team is also responsible for the six other geothermal power stations, the steam fields, the two hydropower stations and the two thermal power stations.
Project challenges
The monitoring project successfully selected and implemented a monitoring system at Tauhara, but as with any project, there were challenges that had to be addressed to achieve this:
- Budget – The CM team does not have a specific capital budget, so they rely on the sites budgeting for CM hardware upgrades.
- Implementation of data historian for CM – Firewall rules were very restrictive, there were many assets to integrate, and there was no PI expert on the CM team, so these resources had to be loaned from other departments that had higher priorities.
- Data tag management – Data attributes from the different power stations and different monitoring devices (SETPOINT and VCM-3) had to be defined such that they all ended up in the SETPOINT drop-down menu with the proper tag names and navigation paths. In addition to this, any configuration change causes a new set of PI tags to be created and there can be many measurement tags for a single sensor measurement point. A lot of work was done early on with the machine OEM and B&K Vibro to get the monitoring configuration consistent and correct.
- Tag naming convention – The names of machines, measurement points and individual measurements all had to be consistent across the fleet of different machines and sites. Again, a lot of work was done early on with the machine OEM and B&K Vibro to standardize this.
- Turbine OEM – The OEM had not worked with B&K Vibro before, and as the CM team was not part of the Tauhara project team implementing the new station, they therefore had to liaise with the project team, B&K Vibro and the local channel partner of B&K Vibro to work through the issues as they came.
Expected benefits
The implemented monitoring solution includes comprehensive condition monitoring functionality that is intended to provide both early fault detection for a number of machines, and reliable diagnostics of a for a number of different potential failure modes. Analytics capabilities, both in the monitoring system and in the PI system, provides even more actionable insight for predictive maintenance.
The expected benefits of the monitoring solution include:
- PI based trending and condition monitoring alarms for early fault detection, as opposed to just protection alarms provided by the previous systems
- Better analytics together with specialized vibration plots for diagnostics, both real time and with historical data
- Correlation of vibration data with process data and performance parameters
- Historian provides easy access to both process data and vibration data and plots, which expands CM knowledge of site personnel, asset managers and maintenance teams
- Actionable insight improves machine reliability and performance. Reduces the risk of unplanned maintenance and lost production
- Real time monitoring, diagnostic tools and analytics not only provide prognosis of early fault development, but the historical data also helps prioritise and fine-tune the level condition monitoring needed for the different machines
Conclusion
The Tauhara project, together with the experience gained from Te Mihi stage 1, provided a monitoring solution that superseded the manually intensive legacy monitoring approach. Together with the data historian, the new system utilizes continuous condition monitoring capability with advanced diagnostic tools and analytics, to provide earlier fault detection and provide more data, both real time and historical, for more advanced, reliable diagnostics.
This approach can be used for monitoring many machine types and for many potential failure modes but is still limited to faults which have enough lead-time to failure to plan maintenance.
Future plans
The Tauhara power station has just been recently commissioned, but there are already plans to optimize the monitoring solution, such as doing more work in PI Vision for event detection and notification.
Plans are also underway to monitor the liquid ring vacuum pump and the 16 cooling tower cells at Te Mihi stage 1, where the two steam turbines are already being monitored by SETPOINT.
In addition to that, there are also plans to implement the solution on some new power stations, such as Te Huka Unit 3. Some of the existing power stations will also be evaluated for retrofitting the monitoring solution.
About the authors
Derek Evans is the Condition Monitoring Programme Manager at Contact Energy Ltd in Auckland, New Zealand. He manages the company’s condition monitoring programme across hydro, geothermal, and gas turbine assets, including the implementation of online vibration and condition monitoring systems for turbines, generators, and balance-of-plant equipment. Derek reviews and interprets vibration, thermography, and oil analysis reports to assess asset health and provides recommendations to asset managers on fault diagnosis and prognosis. He also performs machinery balancing, acts as the mechanical engineering authority for thermal (gas turbine) sites.
Matthew Applegate is a Condition Monitoring Specialist at Contact Energy Limited, based at the geothermal hub of Taup?, New Zealand. With a background in Electrical, Control and Instrumentation, he has specialized since 2015 in monitoring asset health through vibration analysis, thermography, oil analysis, and ultrasonics, including the implementation of online vibration monitoring systems. His work focuses on identifying early risks to support reliable equipment performance across the generation fleet.
Mike Hastings is a Senior Application Engineer with Bruel & Kjaer Vibro, where he has been working for the past 34 years. He has extensive experience in developing machine monitoring strategies and optimization techniques, for Brüel & Kjær Vibro in Denmark. He works with strategic market development, analysis and communications, and is a convenor for an ISO work group to create standards for condition monitoring and machine diagnostics.